
Removing and preventing the spread of invasive alien species is essential and beneficial way to
manage their population and mitigate their negative impact on the environment. Due to their strong
adaptability, fast reproduction and spreading capabilities, mechanisms for surviving unfavorable
conditions and other traits that contribute to their success in their new area, their removal from the
environment is practically impossible, but we can limit the spread and reduce the stands with certain
measures.
Plants can reproduce in the environment in two ways: by seeds and vegetatively, i.e. by spreading
with rhizomes. Hand-pulling or digging out invasive plants can be effective for small infestations or
areas where machinery cannot reach, but is the most effective way. Make sure to remove as much of
the root system as possible to prevent regrowth. Removal is best done after rain, when the soil is
softened and loose.
In cases of larger infestations, mechanical methods such as mowing, cutting, or using machinery like
weed trimmers may be necessary. Be cautious to prevent the spread of seeds or plant fragments
during these activities.
Dealing with invasive plants, it is important to prevent them from spreading in the environment.
Place harvested invasive plants in sealed bags or containers to prevent seeds or fragments from
spreading.
Timing is also important. Harvest invasive plants before they produce seeds or when they are least
likely to spread.

Surovina established a collection center in Maribor in PE Pobrežje where they accept removed invasive non-native plants from individuals and companies. At the collection center three separate containers are set up for collecting invasive non-native plants (see picture below).

First container is for stems of Japanese/Czech Knotweed (Fallopia japonica and Fallopia x bohemica); Knotweed is a particularly aggressive invasive with unique disposal requirements. Keeping it separate ensures proper management.
Second container is for stems of Giant/Canadian Goldenrod (Solidago gigantea and Solidago canadensis sp.);
Goldenrod poses its own challenges, and separating it allows for targeted disposal strategies.
Only stems (with or without leaves) should be placed in the first two containers.
Other parts of invasive non-native plants should be placed in the third container:
In this container can be disposed flowering parts and fruits of Knotweed and Goldenrod species,
their rhizomes and lower parts of Knotweed stems that roots. They are major factor in the plant's
ability to spread and invade new habitats. The stems with or without leaves of Japanese/Czech
Knotweed and Giant/Canadian Goldenrod should not be placed in this container.
Together, by collecting invasive species separately, we can ensure their proper disposal and prevent their further
spread, protecting our local environment. Collected stems of the non-native plants are used as a source of recyclable
materials to produce paper pulp, and later protective packaging for household appliances in the LEAP project.
In the production of paper pulp only lignocellulose can be use, which is mostly found in the stem.
Next step is to remove roots, leaves and flowers from the stems.
Removed roots and flowers must be properly disposed (e.g. incineration) to prevent spreading in the
environment (home composting is not a suitable method of handling).

The final step in the pre-preparation for production of the paper pulp is drying and grinding/milling the stems into smaller pieces, smaller than 2 cm. Drying can be done before or after grinding/cutting. Neatly arranging (that stems are not on top of each other) and regular turning of the stems during drying is necessary to prevent rotting. Grinding can be done with a mill or with scissors.
The process of cellulose fibre production starts with the delignification of dry wood chips of a selected invasive plant with a suitable cellulose content (above 30%). Delignification is a process where biomass chips are cooked in the presence of chemicals dissolved in water at temperatures above 100 °C and at elevated pressure. In this process, lignin, resins and other substances are converted into a water-soluble form, which is removed during the rinsing phase. Key process parameters such as the type and quantity of chemicals, time, temperature, pressure and dry/liquid phase ratio need to be adapted for each type of lignocellulosic biomass. The delignification process can be carried out in alkaline or acidic media, so neutralisation of the delignified biomass after cooking is essential. Neutralisation is usually carried out by rinsing the biomass with water. This is followed by the disintegration process, where the aggregates of fibres are disintegrated into the individual fibres. The following process is screening that is carried out on a Somerville-type screener equipped with a perforated plate with 0.15 mm slots. This procedure separates the good fibres from the chips and other impurities. The obtained fibres can be also milled according to the desired length and shape. This is followed by the squeezing stage, where most of the water is removed from the pulp, and the homogenisation phase, which gives us the final product for further use.
Chemical composition of lignocellulosic material is very complicated and varied. In general, it
is composed of high molecular compounds; cellulose (40–50%), hemicellulose (21–25%)
and lignin (21–25%) and low molecular compounds; extractives e.g., starch, sugars, resins,
dyes, essential oils… (2–8%) and mineral compounds (0,2–4%). Chemical composition
depends on the type of biomass, season, geographical origin, part of the plants…
Lignocellulosic biomass can be transformed into primary cellulose fibers with different
pulping processes.
In the LEAP project, the kraft process was performed using a 5 L rotation autoclave digester.
The process depends on cooking conditions; e.g. sulphidity, time, temperature, the ratio
between the biomass and cooking liquor.




After delignification, pulp is separated from the black liquor, washed (neutralized), disintegrated, screened, squeezed and homogenized. Obtained material is input material for 3D forming.




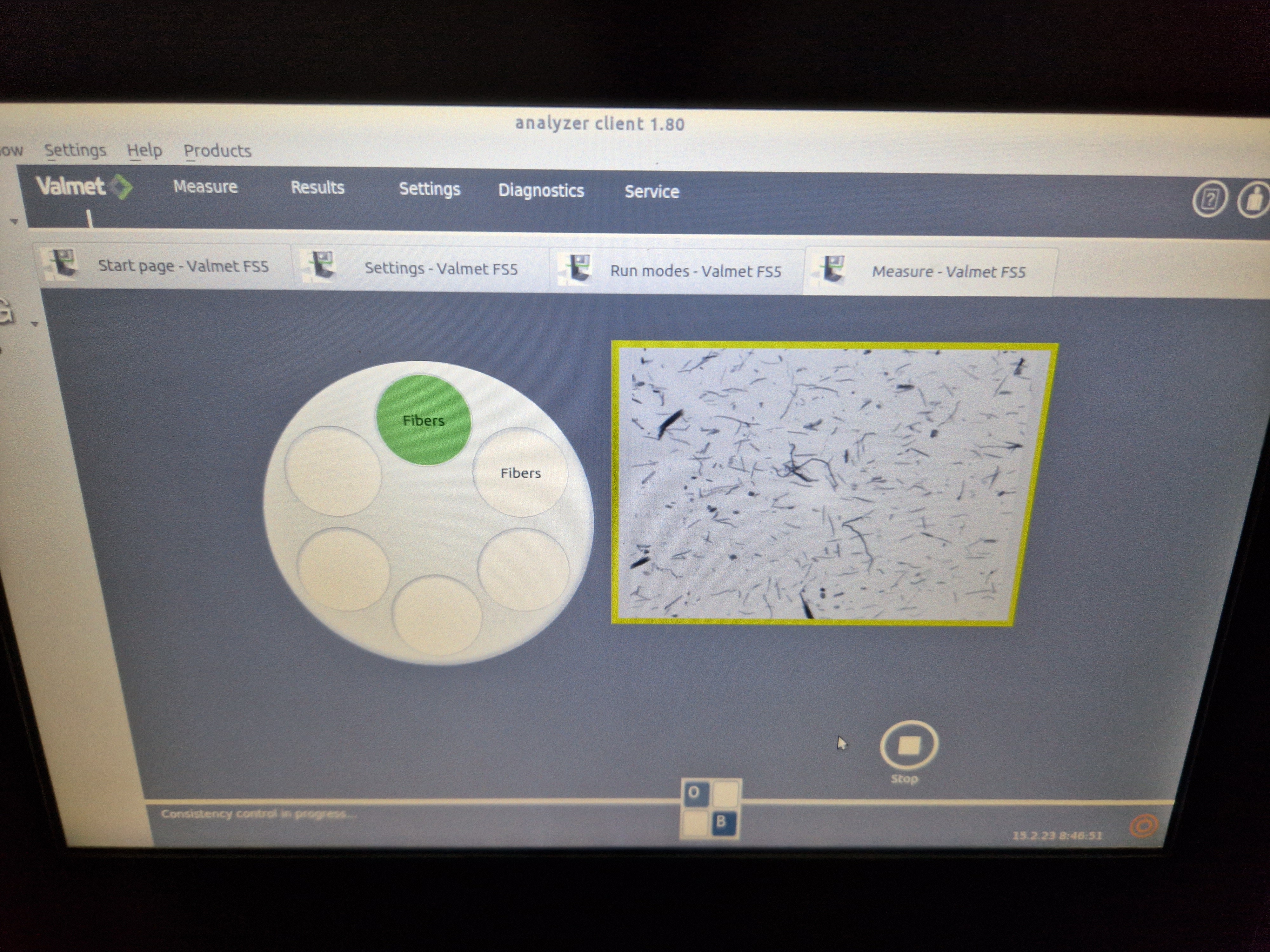
The pulp characteristic in terms of average fiber length, fiber width, curl, cell wall thickness, kink, fines, and extent of fibrillation of cellulose fibers was determined on the Valmet Fiber Image Analyser FS5.